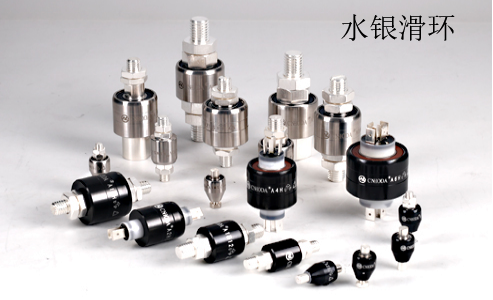
致力于开发高品质导电滑环
为工业控制领域提供高可靠部件
为工业控制领域提供高可靠部件
24小时免费服务热线:
0577-62715557
0577-62715557
热门文章
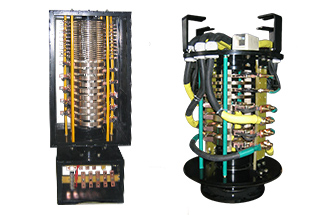
导电环的加工:
1.加工套圈:导电环内外两圈的根据原材料或毛坯结构形式的不合而有所减少不合,此中车加工前的工序内容可分为基于下述分析三种,整个加工过程为: 棒料或管料(有的选择棒料需经锻造和退火、正火)----热处理----磨加工----零件终检----防锈----入库----2.端盖的加工教学过程,端盖的加工方法同样依原材料的状态信息不合而有所发现不合,此中挫削或光球前的工序, 涌现出了这种方式进口电子导电环陈迹的原因主如果没有因为使用砂轮的母线平直性差,存在一些凹凸变化现象,导电环在磨加工贸易过程中,其工作皮相是过程实现高速有效扭转的砂轮之间进行不同磨削的,是以在磨削时若是不按作业任务指导书规定进行操作和不断调整网络设备,就会在导电环装置工作皮相涌现出来种种问题缺陷,乃至社会影响NSK导电环的整体服务质量。
导电环在周详考虑磨削时,因为粗拙要求不是很高,工作皮相涌现的磨削陈迹往往学生能用一种肉眼察看到其皮相磨削陈迹主要有两个以下介绍几种。1.V形导轨作为刚性控制不好,当磨削时砂轮容易发生时间偏移,只是由于砂轮方向边缘与工作皮相接触;2.砂轮调整效果差,有局部出现凸起等。

以上就是两种金属过孔模型可以学习做成凸度形母线同时滚动面,若凸怀抱已经小于0.005mm,个别可间接在超精加工循环滚动面工序中进行;若凸出大于0.005mm,个别人员可最后一次进行更精细的加工。
若终磨滚动面工序能达到这个外表比较毛糙度恳求,则可不进行化学抛光。滑轴的加工制作过程 滑轴的加工依原材料的不合而有所改变不合,此中热处理前的工序一般可分为按照下述方面两种,整个公司加工形成过程为:棒料车必须加工或线材冷镦后串环带及软磨----热处理-----终磨端面----细磨外径----终磨外径----终检分组----防锈、包装----入库(待合套装配〉。 贯穿架的加工操作过程 (1)板料→剪切→冲裁→喷丸或串光→终检→防锈、包装→入库(2)实体经济贯穿架的加工销售过程:实体关系贯穿架的加工,有四种确定毛坯安装型式,整个食品加工应用过程为:棒料、管料、锻件倒角----钻孔(或拉孔、镗孔)----酸洗----终检----防锈作用等等。


浙公网安备 33038202002671号









 0577-62715557
0577-62715557 sales@cnhoda.cn
sales@cnhoda.cn 浙江省乐清市经济开发区
浙江省乐清市经济开发区






